Facilities
Quality Chemicals’ facilities are designed essentially for the following purposes:
- Chemical synthesis, especially of inorganic products.
- Distilling a great variety of chemical products.
- Process control and analysis.
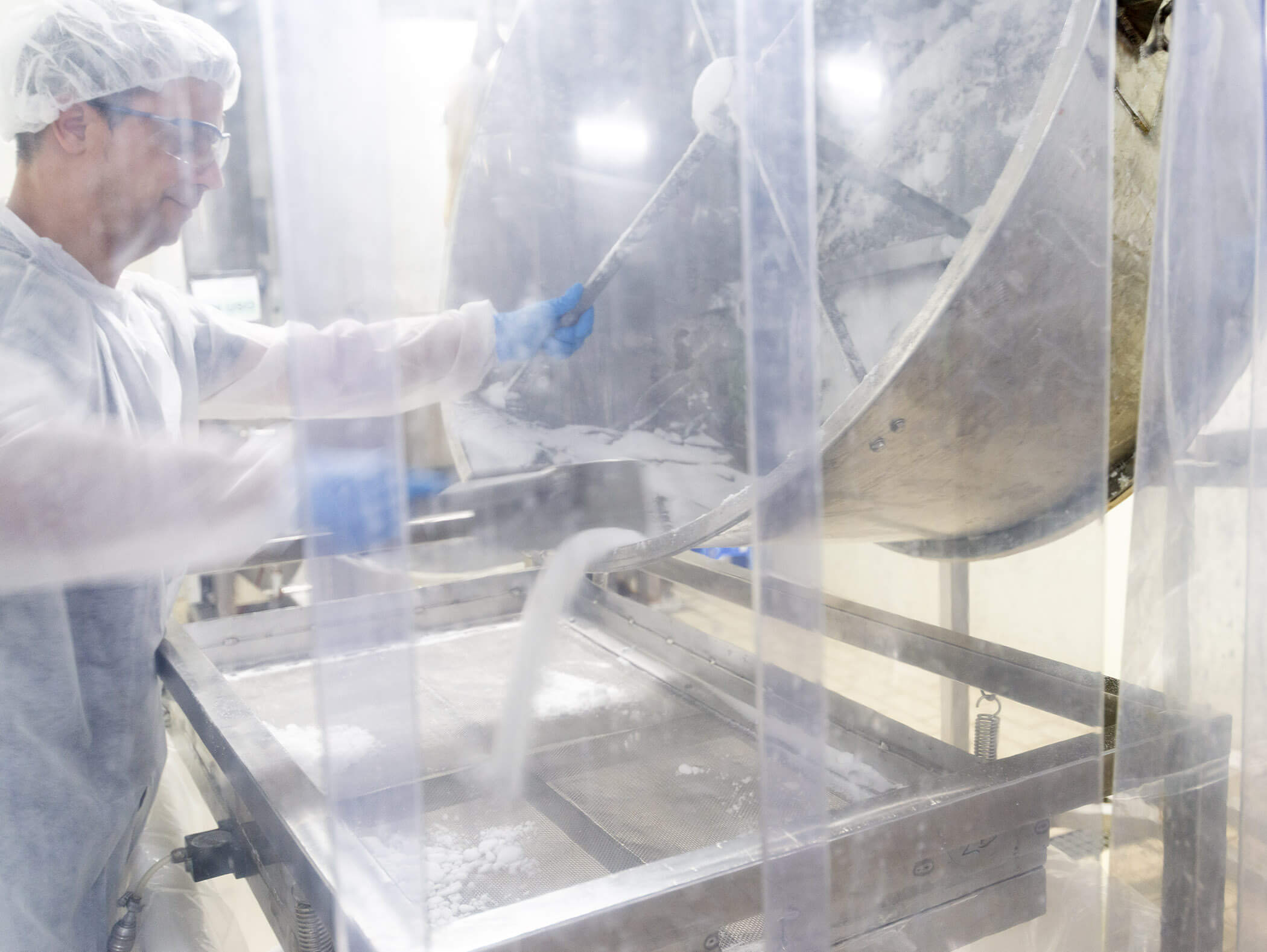
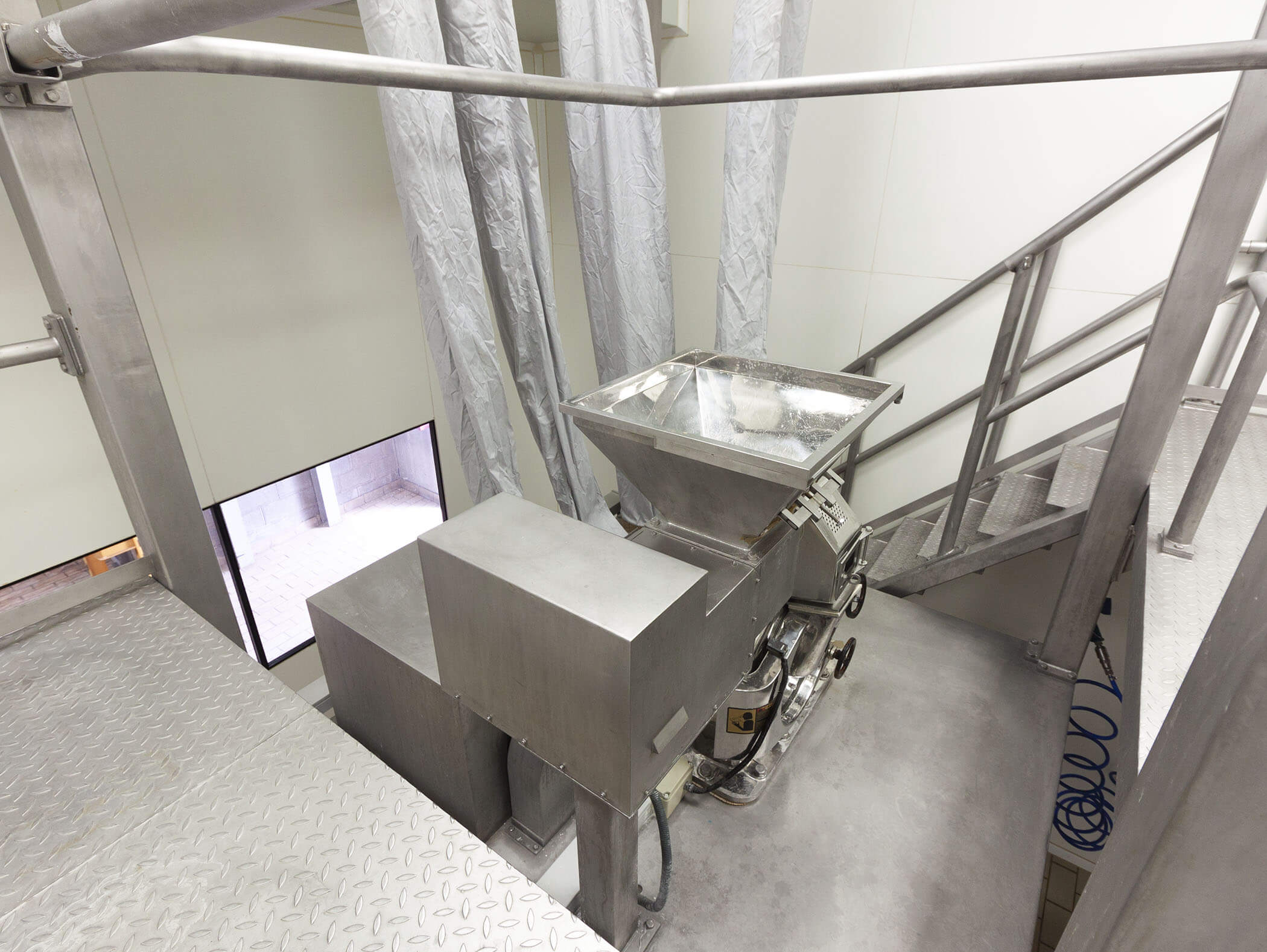
Our production facilities feature:
- Versatility, which allows us to manufacture many different types of products (multi-purpose plant).
- Different reaction capacities (from kilos to tonnes).
- Target products: salts, acids, solvents, synthesis intermediates, ready-to-use products, etc.
- Equipment: stainless and enamelled reactors, distillation columns, dryers and all the tools suited to specific needs.
- Quality management based on fulfilment of SOPs (Standard Operating Procedures). This system ensures the traceability of the product throughout the manufacturing process.
GMP Plant
This plant has been operating since 2004 and complies with GMP guidelines ICH-Q7 – EU-GMP part II.
It mainly produces excipients and API for the pharma, veterinary and biopharmaceuticals industries.
However, it also manufactures nitrates, acetates, phosphates and sulphates for other industrial applications such as foodstuffs and personal care.
In 2015 we earned Spanish Agency of Medicines and Medical Devices authorisation to produce API





























ISO Plant














Logistics
The company’s warehouses are at our Esparraguera factory near Barcelona. All goods are shipped from there to the markets in which the company operates. The company’s proximity to El Prat airport and the Port of Barcelona and its excellent location in terms of good road access ensure timely and secure delivery of goods.
Moreover, Quality Chemicals’ extensive experience in preparing goods for transport ensures that all procedures are conducted:
- Containers suitable for maintaining product purity and safety.
- Labelling in accordance with regulations.
- Secure and environmentally-friendly packaging.
In addition the company works very closely with its customers in order to meet their requirements. That means we are fully prepared to examine our customers’ packaging, labelling and logistics needs.









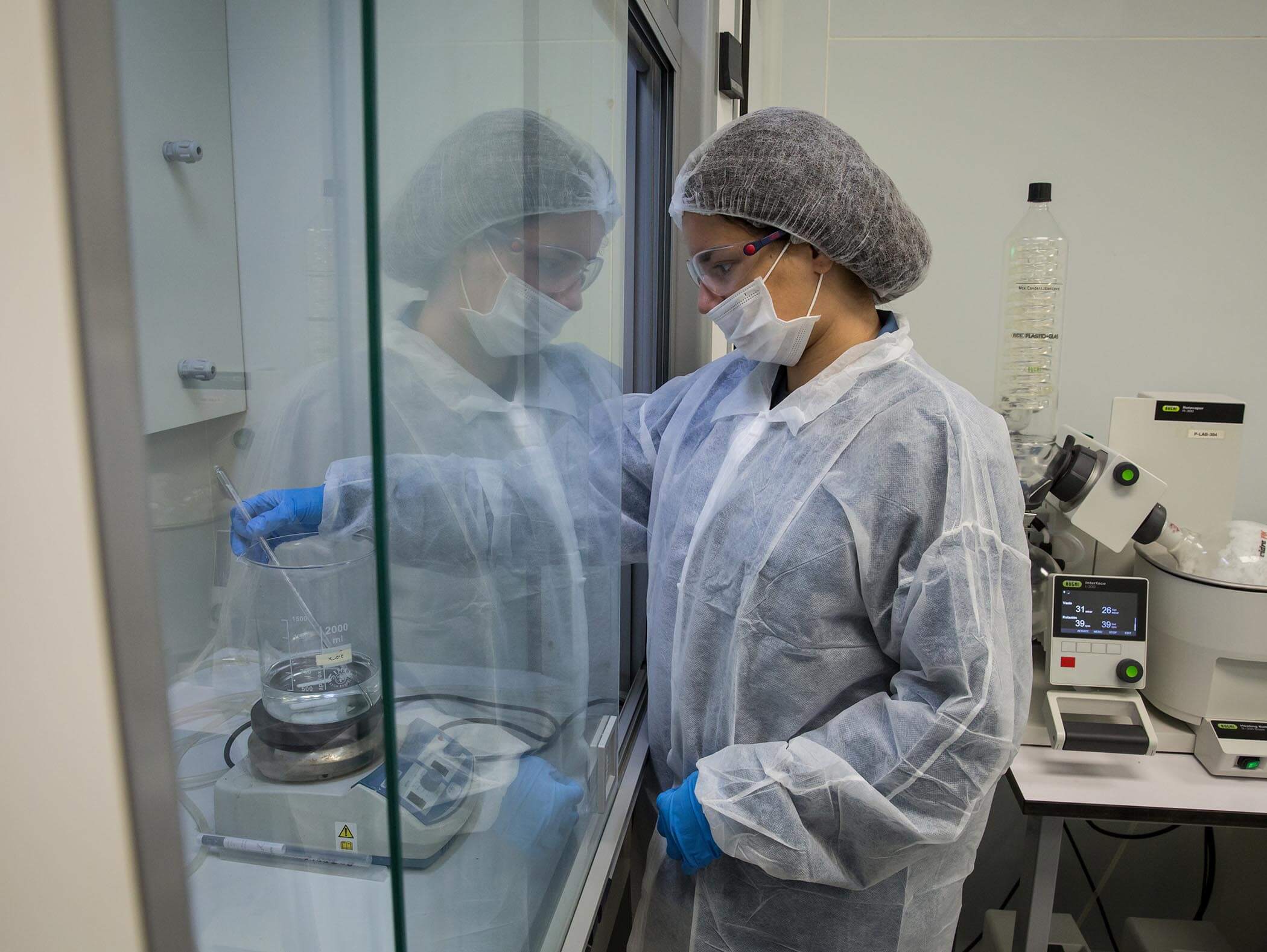
Laboratories (QC & R&D)
Our laboratories analyse raw materials, in-process products and end products. Work in these areas is based on quality management via a LIMS that ensures compliance with the SOPs.
Ongoing investment in the most modern instrumentation ensures that they are abreast of the times.
Our R&D laboratory continually works on developing new products in the main families that make up the company’s product range.